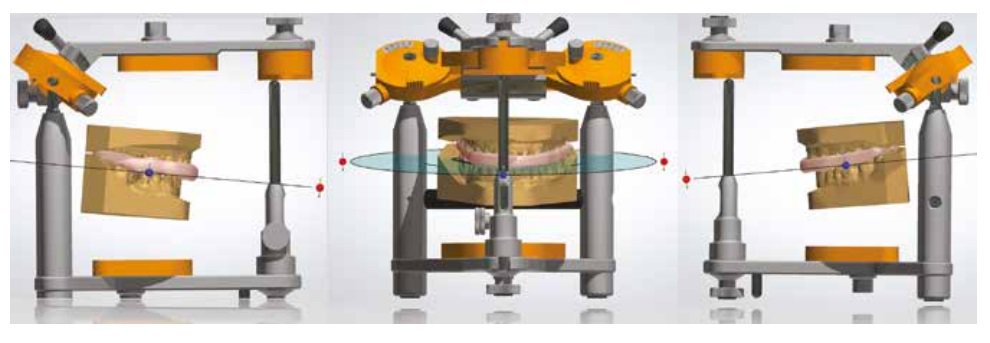
医疗领域的3D打印大致可分为两类:非生物3D打印与生物3D打印。相对于生物3D打印而言,非生物3D打印的原理相对较为简单,所需材料也相对易得,因此在医疗领域的应用已经比较广泛。而齿科则是非生物3D打印中最有前景的领域之一。在中国3D打印文化博物馆里,展陈了3D打印在齿科领域里的应用。3D打印技术在齿科修复领域中的应用主要包括可摘义齿、矫正器和种植牙。齿科是目前最有希望可以规模化应用的3D打印技术的医疗领域,根据Smartech市场研究报告中的预测,预计到2020年,3D打印在牙科行业的市场规模将超过23亿美元。[图片]1.种植牙种植牙是指以手术方法在口腔牙槽骨组织中植入人工牙根(种植体)作为支持,并在人工牙根上进行牙冠修复的一种镶牙方法。在种植牙时如采用传统的锥柱状种植体,需要经历微创拔牙、预备植牙孔、植入骨粉、覆盖胶原膜、埋入式愈合、二期手术、牙冠制作及戴入等步骤,治疗周期大约需要6到8个月,医生操作时间大约为8小时,费用约为一万元以上。对于复杂情况,时间和费用还会进一步增加。同时这种方式还存在不少缺点,包括因为植入的种植牙与拔牙窝不密合,拔牙后即刻种植时需要植骨、难以即刻修复等。[图片]种植牙示意图3D打印种植牙可直接形成含牙根的整个牙体,仅需微创拔牙、植入种植体和牙冠修复等步骤,可实现与原有牙槽无缝结合,减少患者痛苦,椅旁治疗周期为一到两个小时,医生操作时间仅半个小时,且费用大幅度降低,有望控制在一万元以内。2013年,北京大学口腔医学院教授唐志辉团队给三只比格犬换上了3D打印的假牙,三只狗都适应良好,没出现不良反应。按照国家食品药品监管总局的规定,用于人体的植入物要经过动物实验,证明其安全性和有效性,同时植入物的生产厂家也要通过检查。如进展顺利,2到3年后3D打印种植牙可应用到人体实际治疗中。德国口腔产品制造商Natural Dental Implants公司早在10年前就开始探索怎样为患者提供定制化的种植牙产品,目前已经开发出3D打印的种植牙产品原型,种植牙的钛金属牙根和氧化锆基台是由3D打印制造的。在2017年之内Natural Dental Implants将对3D打印的种植牙进行广泛的测试。在口腔种植领域中,纯钛金属(或合金)因其良好的生物相容性,力学性能和抗腐蚀性能,而得到广泛应用。种植体的材料包括金属种植体、陶瓷类种植体、碳素类种植体、高分子聚合物种植体、复合材料等;牙冠材料包括黄金、钴铬合金、镍铬合金、陶瓷合金等金属材料,以及二氧化锆全瓷、树脂等。种植体和金属牙冠的打印技术多以SLM(选择性激光熔化)为主,牙冠、牙桥铸造模型的打印技术以SLA(光固化成型)、DLP(数字光处理)为主。2. 可摘义齿传统的义齿加工离不开牙科技师们制作蜡模和铸造牙冠的手工技能,这样的制作方式导致了居高不下的义齿返工率,不仅降低牙科技工所的工作效率,还降低了患者佩戴义齿的舒适度。相比高度依赖人工的传统义齿加工方式,数字化牙科技术以扫描、软件、自动化加工设备替代了大量手工劳动,传统加工方式:人工为主导[图片]传统加工方式通过传统手工技术制造义齿金属内冠,首先是根据患者的口腔印模灌注出石膏模型,然后根据石膏模型制作出烤瓷牙的蜡型。接下来进入到金属内冠的失蜡铸造工艺,主要包括铸道安装、包埋、失蜡、铸造四个步骤。最后,经过表面处理、饰面工艺最终完成烤瓷牙的制作。制造蜡型的蜡在加工过程中容易收缩变形,在接下来的金属内冠铸造工艺中,由于是热加工,金属会产生变形。由于这些因素导致的偏差,将会给佩戴者带来不舒适感。一旦需要返工,则将增加加工成本和患者的椅旁时间。传统的义齿加工过程主要依靠牙科技师个人技能和经验,属于一种劳动密集型工作。传统加工方式流程图(以烤瓷牙金属牙冠的生产为例):[图片]CNC加工:适合多种材料[图片] CNC 加工技术让义齿加工进入到了数字化制造技术阶段。从下面的流程图中我们可以看到,使用CNC加工技术制造义齿金属冠没有经过人工制造蜡型和失蜡铸造牙冠的过程,取而代之的是数字化口腔模型扫描、计算机辅助设计(CAD)、计算机辅助制造(CAM)和自动化的牙冠切削流程。在这一过程中,控制产品精度的任务将全部交给数字化的扫描、设计和加工设备,人工不需要做过多的判断和考虑。由此,金属牙冠的精度得到保障,让患者拥有一颗高度定制的、舒适的烤瓷牙成为现实。在加工材料方面,CNC 设备除了加工钛、钴铬合金等金属材料之外,还可用于加工氧化锆、玻璃陶瓷等牙科材料。CNC加工方式流程图(以烤瓷牙金属牙冠的生产为例):[图片]金属3D打印:高材料利用率[图片]3D打印的金属义齿CNC机床在加工金属牙冠时,需要使用刀具在一块金属坯件上将金属牙冠铣削出来。相比CNC加工,金属3D打印技术在牙冠生产成本和效率上的优势更为突出。目前,包括CNC加工技术和3D打印技术在内的数字化牙科技术正成为义齿加工的主流技术。3D打印蜡模或者用于替代蜡模的3D打印树脂模型也被应用在牙冠的铸造中,这些技术也带有数字化的特点。3D金属打印流程图(以烤瓷牙金属牙冠的生产为例):[图片][图片]3. 矫正器3D打印技术在牙齿矫正器的应用主要为舌侧矫正器和隐形透明矫正器。舌侧矫正器的3D打印技术多为SLM(选择性激光熔化)技术,利用SLM技术打印的金属舌侧矫正器,与传统的熔模铸造方法相比,可实现个性化托槽的直接成型,避免空穴、空洞等铸造缺陷。隐形透明矫正器多为SLA(光固化成型)技术、DLP(数字光处理)技术。隐形矫治技术是全球最早实现批量化生产的3D打印商品,3D打印技术能够实现不同矫正阶段牙齿模型的批量定制化生产。隐形矫正器的生产流程:[图片]就目前的技术来看,医疗机构在拿到病患案例后,24小时内可以出方案,15~20天左右患者可以拿到成品。但随着数据的积累以及技术能力的进一步突破,我们预想,未来可能只要直接扫描患者的牙齿,将其传到电脑后便能自动形成矫治方案,5分钟后3D打印的牙模可能就已经拿在手上了。
- 暂无回复 -