当前的金属3D打印还是给人以昂贵的印象,通过对食品加工业的一体式挤出头设计与3D打印,实现了机加工难以达到的几何槽形,并减少了后期组装的需求,减少了安装时间,在这种情况下,金属3D打印通过One Piece的打印优势可以替代机加工小批量生产。
对于食品加工行业来说把原来机加工的零件换成金属3D打印的零件意味着什么呢?显然是经济效益。

少一道焊接
降出成本来
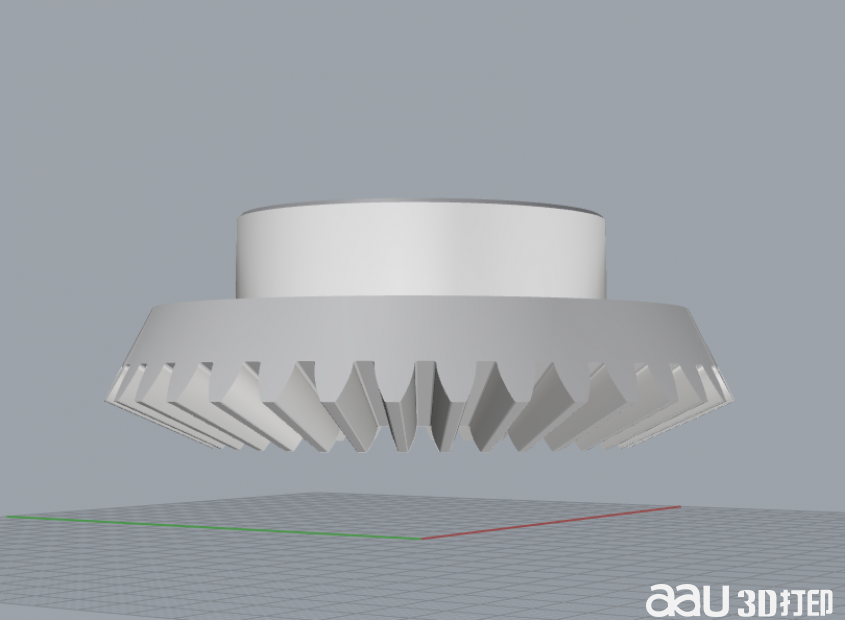
这个独特的挤出头用在特定食品生产过程需要将两种材料同时挤出。共挤出的过程中还需要喷嘴的两个通道之间具有薄壁结构,以避免最终产品的缺陷产生,喷嘴的壁只有0.4毫米厚,公差为0.04毫米。空腔的薄壁还在物料被挤出之前,在这两种材料之间形成一个隔热屏障,减少可能破坏最终产品质量的热传递。
之前,挤出头通过传统的机加工技术制造,内部空腔是由两个部分组合焊接而成,由于极小的尺寸公差要求,这对机加工和焊接提出了不小的挑战。
挤出头的两个部分成分都是S162D马氏体钢,看似简单实则不容易加工的几何形状需要复杂的装夹过程和数控机床编程,在机加工完成后,还需要电火花线切割的过程,然后送至尺寸公差检查。检验合格后,再进行热处理和真空钎焊,以及最后的尺寸公差检查。
来自英国的精密零件制造商Frazer Nash认为这个挤出头可以通过金属增材制造的方法实现更高效和更具成本效益的生产。利用选择性激光熔化(SLM)技术和精密的后处理加工工艺,Frazer Nash公司能够以更快的速度和更低的成本生产小批量的挤出头。
首先,将现有的三维CAD模型加载到Materialise公司的Magics软件中,完成针对于增材制造过程的设计修改,并将原来两部分零件合二为一,消除了钎焊步骤。另外,还在设计的基础上添加了供后处理要去除的余量。
新的挤出头通过雷尼绍的AM250制造出来,选择性激光熔化(SLM)技术能够制造出高密度的金属零件。零件被打印出来后,通过电火花线切割技术将零件与基台分离开。然后通过超声波的方式将多余的金属粉末清洗掉,接着是表面处理,最后送至热处理。
热处理后的挤出头接近所需的最终几何形状,这与铸造有点像,然后Frazer Nash公司通过车床来精确地把粗糙的零件加工到所需的公差范围内。最后,他们在零件的内部和外部进行抛光达到最终的零件要求。
在这个过程中,3D打印后所需要的后处理看起来并不简单,只所以金属3D打印比传统加工方式仍具备优势是因为将两个零件合二为一减少了焊接需求,并且更容易达到尺寸公差的要求。除此之外,金属3D打印近净形的打印结果也减少了材料去除过程中的浪费。





 大家都在看
大家都在看




 3D打印直通车
3D打印直通车 上传STL文件
上传STL文件 挑选模型
挑选模型
 热门标签
热门标签 精选文章
精选文章
 推荐模型
推荐模型